 |  |  |  |  |
| GÜÇ ÜRETİCİ TÜRBİN | DÖVME KALIBI | EKSTRÜZYON KALIBI | OTOMOTİV RULMAN DESTEĞİ | 3D (EKLEMELI İMALAT) MEME |
Nitrürleme, nitrojen atomlarının metal yüzeyine yayılma (difüzyon) işlemidir. Dünya üzerinde nitrojen bol miktarda bulunur, ancak doğada kimyasal olarak inert ve yüzeye nüfuz etmesi çok büyük olan iki atomlu bir molekül olarak bulunur. Bu nedenle, nitrürleme teknolojileri, yeni doğan (atomik) nitrojen kaynağına odaklanır.
Nitrürlemenin temel amacı, bileşenin yüzey sertliğini nitrojenle zenginleştirerek artırmaktır. Yöntem ne olursa olsun, nitrürleme, metal içine nitrojenin yayılma işlemidir ve difüzyon, bireysel nitrojen atomları yüzeye nüfuz ettiğinde, sıcaklık yeterince yüksek olduğu sürece ve yüzeyde taze bir kaynak yenidoğan nitrojen bulunduğu sürece devam eder. Diğer bir deyişle, difüzyon tüm nitrürlemede temelde aynıdır, farklılık nitrojen tedarikinde yatar ve bu, sonuç yüzey özellikleri üzerinde temel bir etkiye sahiptir.
Genel olarak konuşursak, paslanmaz çelikler, dökme demirler ve hatta titanyum alaşımları da dahil olmak üzere tüm demir alaşımları nitrürlenebilir. Ancak, alaşımlar yüzey koşulları, doğal difüzyon hızı ve nitrit oluşturma eğiliminde benzersiz özelliklere sahiptir. Bu nedenle, aynı şekilde yapılandırılmış bir nitrürleme işlemi bile farklı malzemeler üzerinde önemli ölçüde farklı sonuçlar üreteceğini akılda tutmalıyız. Sonuç olarak, belirli kullanıcılar, özellikle yöntemlerinin eksik olduğu ve/veya bilgi ve deneyimlerinin yetersiz olduğu durumlarda aşılamaz zorluklarla karşılaşabilirler.
Bir nitrürleme ortamına maruz kalan bir yüzey genellikle iki farklı tabaka oluşturur. Dış tabaka bileşik tabaka (veya beyaz tabaka) olarak adlandırılır ve kalınlığı genellikle sıfır ile 0,001 inç (25 µm) arasında değişir. Beyaz tabakanın altında bir difüzyon tabakası veya difüzyon bölgesi bulunmaktadır. Her iki tabaka da genellikle “difüzyon” olarak adlandırılanı oluşturur. Bununla birlikte, malzemenin ve orijinal ön işlem sertliğinin özellikler arasında önemli farklar olacaktır.
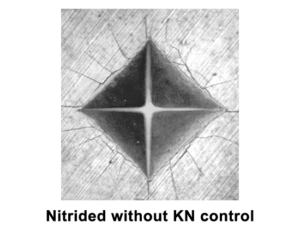
Aşağıda gösterilen iki Vickers sertlik testi iz görüntüsü, kontrollü ve kontrolsüz bir süreç arasındaki farkı açıklar. Soldaki numune geleneksel bir işlemle üretildi ve yüzey çatlaması kırılgan tabakanın göstergesidir. Sağdaki numune, aynı sertliğe rağmen çatlakların oluşmadığı bir Nitreg® işleminin ürünüdür. Bu nedenle, Nitreg® işlem görmüş bileşen çok dayanıklı bir bileşik tabakaya sahiptir.

Böylesine üstün sonuçlar, yalnızca alt tabakanın nitrojen konsantrasyonunun kontrol edilmesiyle elde edilebilir ve modern yaklaşım nitrürleme potansiyelinin (KN) kontrolüdür. Nitrürleme potansiyeli (KN), sıcaklık ve zamanı bağlayan prensiplerin doğru anlaşılması ve uygulanması, Nitreg® teknolojisinin temel taşıdır. Beyaz tabaka/difüzyon tabakası kombinasyonlarının çeşitliliğini üretebilme yeteneğimize dair bir örnek aşağıdaki çizelgede, Nitrürlenmiş tabaka kombinasyonları (PDF) olarak gösterilmektedir.
Nitrürleme potansiyelini kontrol etme yeteneği, örneğin AMS 2759/10 standartlarında görüldüğü gibi giderek bir gereklilik haline gelmektedir.
Sonuç olarak, Nitreg® modern bir işlemdir ve tuz banyosu, plazma veya geleneksel gaz nitrasyonu için yazılmış olan tüm nitrürleme spesifikasyonlarının metalürjik gereksinimlerini karşılayabilme yeteneğine sahiptir.
| ÖZELLİKLER | NITREG® Kontrollü Nitrasyon | Geleneksel gaz | Tuz banyosu | Plazma (İyon) |
|---|---|---|---|---|
| Temizlik (öncesi) | Temiz | Temiz | Nispeten temiz | Çok temiz |
| Temizlik (sonrası) | Gerekli değil | Gerekli değil | Kesinlikle gereklidir | Gerekli değil |
| Isıtma süresi | Kısa | Kısa | Çok kısa | Uzun |
| Parça konumlandırma | Basit | Basit | Basit | Çok karmaşık / beceri ve deneyim gerektirir |
| Paslanmaz çelik nitrasyonu | Mümkün | Mümkün değil | Mümkün | Mümkün |
| Ekipman işletimi | Çok basit / tam otomatik | Nispeten basit | Basit | Çok karmaşık / ileri düzey beceriler gerektirir |
| Sıcaklık kontrolü / homojenlik | Mükemmel | İyi | İyi | Zor / yetersiz / aşırı ısınma olası |
| Nitrasyon potansiyelinin kontrolü | Evet | Hayır | Hayır | Hayır |
| ε ve γ' yüzdesinin kontrolü | Mümkün | Hayır | Hayır | Mümkün |
| Beyaz tabakasız nitrasyon | Mümkün | Hayır | Hayır | Mümkün |
| Gözeneklilik kontrolü | Mümkün | Hayır | Hayır | Mümkün |
| Sonuçların tekrarlanabilirliği | Mükemmel (yükten bağımsız olarak) | Mümkün (yalnızca tekrarlayan yükler) | Mümkün (yalnızca tekrarlayan yükler) | Mümkün (yalnızca tekrarlayan yükler) |
| Ekipman bakımı | Basit | Nispeten karmaşık | Karmaşık | Çok |
| Kirlilik derecesi | Çok Düşük | Yüksek | Son derece yüksek | Çok Düşük |

