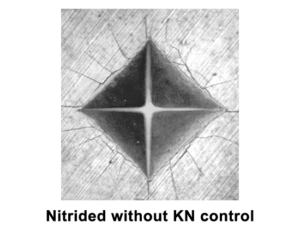
Die unten gezeigten Bilder von zwei Vickers-Härteprüfeindrücken verdeutlichen den Unterschied zwischen einem geregelten und einem ungeregelten Verfahren. Der Probekörper links wurde in einem traditionellen Verfahren hergestellt und die Oberflächenrisse sind ein Hinweis auf die spröde Schicht. Der Probekörper rechts ist ein Produkt aus einem Nitreg®-Verfahren, bei dem sich trotz gleicher Härte keine Risse gebildet haben. Das durch Nitreg® behandelte Bauteil ist daher ausfallsicherer und hat eine sehr zähe Verbindungsschicht.
Solche überragenden Ergebnisse können nur durch die Kontrolle der Stickstoffkonzentration im Substrat erreicht werden, und der moderne Ansatz ist die Kontrolle des Nitrierpotenzials (KN). Das richtige Verständnis und die Anwendung der Richtlinien, die das Nitrierpotenzial (KN), die Temperatur und die Zeit miteinander verbinden, sind der Grundstein der Nitreg®-Technologie. Ein Beispiel für unsere Fähigkeit, eine Vielzahl von Weißschicht-/Diffusionsgehäusekombinationen herzustellen, ist in der folgenden Tabelle, Nitriergehäusekombinationen (PDF), dargestellt.
Die Fähigkeit, das Nitrierpotenzial zu kontrollieren, wird allmählich zu einer Anforderung, wie beispielsweise in der Norm AMS 2759/10 zu sehen ist.
Zusammenfassend lässt sich sagen, dass Nitreg® ein modernes Verfahren ist, das in der Lage ist, die metallurgischen Anforderungen aller Nitrierspezifikationen zu erfüllen, die ursprünglich für das Salzbad-, Plasma- oder traditionelle Gasnitrieren geschrieben wurden.