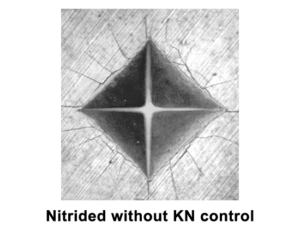
Tali risultati eccellenti possono essere ottenuti solo controllando la concentrazione di azoto nel substrato. L’approccio moderno è il controllo del potenziale di nitrurazione (KN). La corretta comprensione e applicazione dei principi che legano il potenziale di nitrurazione (KN), la temperatura e il tempo impiegato rappresentano una pietra miliare nella tecnologia Nitreg®. Un esempio della nostra capacità di produrre una varietà di combinazioni di strato bianco/rivestimento di diffusione è mostrato nel grafico seguente, Combinazioni del rivestimento nitrurato (PDF).La capacità di controllare il potenziale di nitrurazione diventa gradualmente un requisito necessario, come osservabile, ad esempio, dalle norme AMS 2759/10.
In conclusione, Nitreg® è un processo moderno, in grado di soddisfare i requisiti metallurgici di tutte le specifiche di nitrurazione originariamente progettate per bagni di sale, plasma o nitrurazione a gas tradizionale.