COST-SAVINGS AND ECO-EFFICIENT
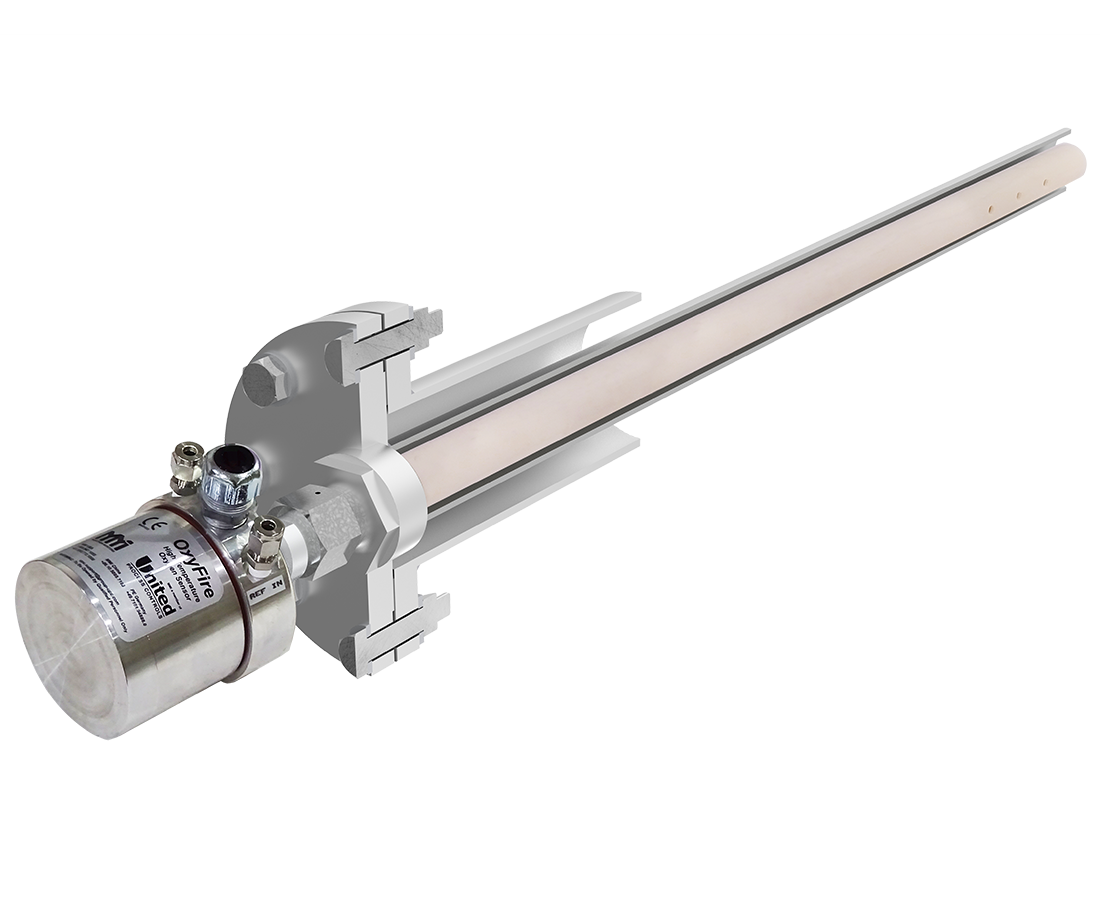
Designed for use in high temperature environments such as furnaces, boilers, incinerators, power plants, fired heaters, and kilns, UPC-Marathon combustion solutions significantly lower fuel consumption, maintenance costs, and emissions. Installation of the Oxyfire high temperature Oxygen Analyzer in the Hot Zone allows to monitor and control the combustion process, exactly where it makes sense to control it!
Benefits from controlling combustion are immediate and calculable. A 2% reduction of excess air in a combustion process lowers fuel consumption by up to 4%! With the same excess air reduction, NOx emissions can be reduced by up to 40%. With our zero and span capabilities, your company may even be able to satisfy your environmental regulatory obligations.
TYPICAL INDUSTRIES & APPLICATIONS
Designed to withstand the rigors of the steel mill environment – the silicon protective carbide sheath or alumina protective outer sheath is installed in the soak or high heat zones of a reheat furnace. The in-situ oxygen sensor measures the excess oxygen and allows the reheat furnace operator to observe and control the amount of air used in the combustion process. The UPC-Marathon Oxymit instrument transmits the oxygen and temperature signals (4-20mA) to any existing combustion optimization system.
Using this “in-situ” high temperature oxygen sensors to trim the air/fuel ratio can control the formation of scale during the billet/slab reheat process. Secondary benefits include:
Download
There are two major types of oxygen analyzers found in the aluminum industry: extractive and in-situ sensors. Both types work in aluminum applications, but excessive maintenance limits the usefulness and reliability of the extractive units in many applications. Because of high moisture content and particulate in the combustion gas, cells and sample conditioning systems require continuous attention. Regular calibration services are a must. The filters used on the sensor must be cleaned periodically due to moisture and particulate in the hot gases.
Using a high temperature in-situ sensor solves these problems. In most cases, high temperature in-situ oxygen sensors do not require pumps, heaters, filter systems, calibration, etc. The sensors are located in the exhaust port or duct. Proper installation of the sensor will ensure its performance. Continuous oxygen monitoring improves efficiency, lowers emissions, provides higher metal yields, better metallurgical results, and improved through-put. While monitoring has its benefits, the true Return on Investment is realized when oxygen is accurately controlled for optimized combustion.
The recurring cost of sensors is low compared to the operating expense of the melt process. Continuous excess oxygen measurement provides a tighter, more responsive air/fuel ratio resulting in:
Typically used in a coal-fired power boiler, the high temperature, in-situ oxygen sensor is generally installed in the boiler water-wall, above the nose arch and above each of the burner banks. This configuration allows the boiler operators to center the fireball in the radiant zone and “balance” the boiler.
Typically installed above the slag line, the sensors give the boiler operators a unique perspective on the combustion process, eliminating the typical “air infiltration” that confuses “low temperature” sensors located in the back pass.
Benefits from using the UPC-Marathon combustion optimization system to “trim” the draft are:
With the harsh atmosphere typical of the Incinerators and Process Heaters, an alumina protective outer sheath is recommended for higher temperature applications. Installed in the combustion zone or radiant section, the sensors can be tied into instruments that will send a 4-20mA signal to the existing combustion optimization system.
Proven applications include:
The UPC-Marathon “SureBurn” Combustion Optimization System completes the combustion cycle by maintaining the proper excess oxygen level required to complete the burning process for reduced air pollution. Located directly in the heating chamber to eliminate errors resulting from air infiltration, the system can include:
Can’t find what you’re looking for? Please feel free to get in touch with our experts.

