 |  |  |  |  |
| 发电机涡轮透平组件 | 锻造模具 | 挤压模具 | 汽车轴承支架 | 3D打印喷嘴 |
氮化是將氮原子擴散到金屬表面的過程。 氮在地球上很豐富,但在自然界中它以雙原子分子的形式存在,這種分子在化學上是惰性的,而且太大而無法穿透表面。 因此,氮化技術側重於新生(原子)氮的來源。
滲氮的主要目的是通過富含氮來增加部件表面的硬度。 無論採用哪種方法,氮化都是將氮擴散到金屬中並擴散的過程,一旦單個氮原子穿透表面,只要溫度足夠高並且表面上有新鮮的新生氮供應,就會繼續進行。 換句話說,所有滲氮的擴散基本相同,而不同之處在於氮的供應,這對最終的表面特性有根本的影響。
一般來說,包括不銹鋼、鑄鐵,甚至鈦合金在內的所有鐵合金都可以進行氮化。 然而,合金在表麵條件、自然擴散速度和形成氮化物的傾向方面具有獨特的特性。 因此,我們必須牢記,即使是正確配置的滲氮工藝,也會在不同材料上產生顯著不同的結果。 因此,某些用戶可能會遇到無法克服的困難,尤其是在他們缺乏方法和/或他們的知識和經驗不足的情況下。
暴露於滲氮介質的表面通常會形成兩個不同的層。 外層稱為複合層(或白色層),其厚度通常介於 0 到 0.001″ (25 µm) 之間。白色層下方有一個擴散情況或擴散區。這兩層構成了通常所說的 但是,根據材料及其原始加工前硬度,這些層的特性會存在顯著差異。
下面顯示的兩個維氏硬度測試壓痕的圖像說明了受控過程和非受控過程之間的區別。 左邊的試樣是用傳統工藝生產的,表面開裂表明存在脆性層。 右側的樣品是 Nitreg® 工藝的產物,儘管硬度相同,但並未形成裂紋。 因此,經過 Nitreg® 處理的部件具有非常堅韌的複合層,因此更具彈性。
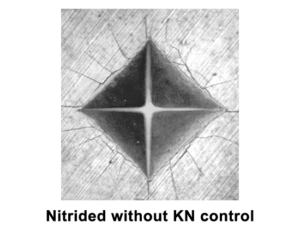

如此優異的結果只能通過控制基材中的氮濃度來實現,而現代方法是控制氮化電位 (KN)。 正確理解和應用將滲氮電位 (KN)、溫度和時間聯繫起來的原理是 Nitreg® 技術的基石。 下表顯示了我們生產各種白色層/擴散案例組合的能力示例,氮化案例組合 (PDF)。
例如,如 AMS 2759/10 標準中所見,控制滲氮電位的能力正逐漸成為一項要求。
總之,Nitreg® 是一種現代工藝,能夠滿足最初為鹽浴、等離子或傳統氣體滲氮編寫的所有滲氮規範的冶金要求。
| 特性/特點 | NITREG® 可控滲氮 | 常規氣體 | 鹽浴 | 等離子(離子) |
|---|---|---|---|---|
| 清洁程度(之前) | 清洁 | 清洁 | 比较清洁 | 非常清洁 |
| 清洁程度(之后) | 选填 | 选填 | 绝对必填 | 选填 |
| 加热时间 | 短 | 短 | 非常短 | 长 |
| 零件定位 | 簡單的 | 簡單的 | 簡單的 | 非常複雜/需要技巧& 經驗 |
| 不銹鋼的滲氮 | 可能的 | 不可能 | 可能的 | 可能的 |
| 設備操作 | 非常簡單/全自動 | 比較簡單 | 簡單的 | 非常複雜/需要高級技能 |
| 溫度控制/均勻性 | 優秀 | 好的 | 好的 | 困難/不足/可能過熱 |
| 滲氮電位的控制 | 是 | 否 | 否 | 否 |
| 控制 ε 和 γ' 的百分比 | 可能的 | 否 | 否 | 可能 |
| 無白層氮化 | 可能 | 否 | 否 | 可能 |
| 孔隙度控制 | 可能 | 否 | 否 | 可能 |
| 結果的可重複性 | 優秀(不考慮負載) | 可能(僅限重複加載) | 可能(僅限重複加載) | 可能(僅限重複加載) |
| 設備維修 | 簡單的 | 比較複雜 | 複雜的 | 非常複雜 |
| 污染程度 | 非常低 | 高的 | 極高 | 非常低 |

